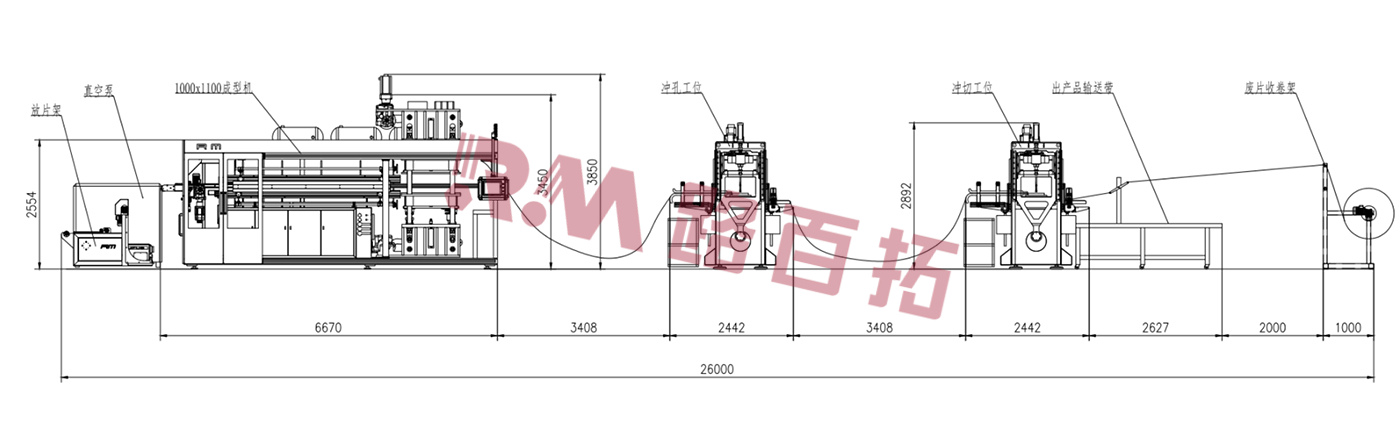
RM-T1011 + GC-7 + GK-7 ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍

ମେସିନ୍ ପାରାମିଟରଗୁଡ଼ିକ
| ◆ମଡେଲ୍: | RM-T1011 |
| ◆ସର୍ବାଧିକ ଛାଞ୍ଚ ଆକାର: | ୧୧୦୦ମିମି × ୧୧୭୦ମିମି |
| ◆ସର୍ବାଧିକ ଗଠନ କ୍ଷେତ୍ର: | ୧୦୦୦ମିମି × ୧୧୦୦ମିମି |
| ◆ ସର୍ବନିମ୍ନ ଗଠନ କ୍ଷେତ୍ର: | ୫୬୦ମିମି × ୬୦୦ମିମି |
| ◆ଉତ୍ପାଦନ ଗତିର ସର୍ବାଧିକ ହାର: | ≤25ଥର/ମିନିଟ୍ |
| ◆ସର୍ବାଧିକ ଗଠନ ଉଚ୍ଚତା: | ୧୫୦ ମିମି |
| ◆ସିଟ୍ ଓସାର (ମିମି): | ୫୬୦ମିମି-୧୨୦୦ମିମି |
| ◆ ଛାଞ୍ଚ ଗତି ଦୂରତା: | ଷ୍ଟ୍ରୋକ୍≤୨୨୦ମିମି |
| ◆ସର୍ବାଧିକ କ୍ଲାମ୍ପିଂ ବଳ: | ଫର୍ମିଂ-୫୦ଟି, ପଞ୍ଚିଂ-୭ଟି ଏବଂ କଟିଂ-୭ଟି |
| ◆ବିଦ୍ୟୁତ୍ ଯୋଗାଣ: | 300KW(ତାପ ଶକ୍ତି)+100KW(ସଞ୍ଚାଳନ ଶକ୍ତି)=400KW |
| ◆୨୦କିଲୋୱାଟ୍ ପଞ୍ଚିଂ ମେସିନ୍, ୩୦କିଲୋୱାଟ୍ କଟିଂ ମେସିନ୍ ସମେତ | |
| ◆ବିଦ୍ୟୁତ୍ ଯୋଗାଣ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ: | AC380v50Hz,4P(100mm)2)+୧PE(୩୫ ମିମି2) |
| ◆ ତିନି-ତାର ପାଞ୍ଚ-ତାର ପ୍ରଣାଳୀ | |
| ◆ପିଏଲସି: | ଚାବିକାଠି |
| ◆ସର୍ଭୋ ମୋଟର: | ୟାସ୍କାୱା | |
| ◆ରିଡ୍ୟୁସର: | ନୋର୍ଡ |
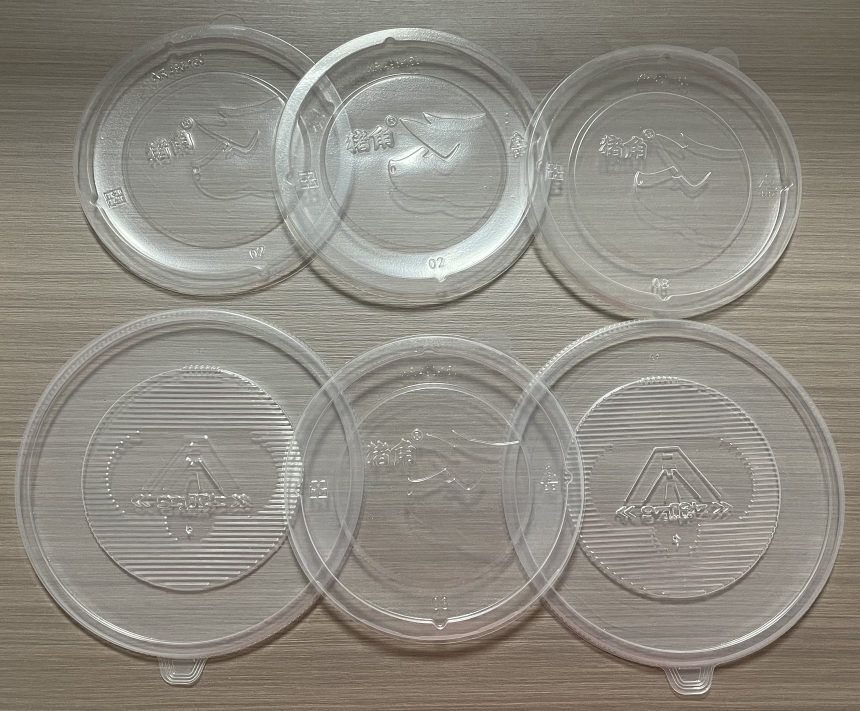
| ◆ପ୍ରୟୋଗ: | ଟ୍ରେ, ପାତ୍ର, ବାକ୍ସ, ଢାଙ୍କୁଣୀ, ଇତ୍ୟାଦି। |
| ◆ମୂଳ ଉପାଦାନଗୁଡ଼ିକ: | PLC, ଇଞ୍ଜିନ, ବିୟରିଂ, ଗିଅରବକ୍ସ, ମୋଟର, ଗିଅର, ପମ୍ପ |
| ◆ଉପଯୁକ୍ତ ସାମଗ୍ରୀ: | ପିପି.ପିଏସ୍.ପିଇଟି.ସିପିଇଟି.ଓପିଏସ୍.ପିଏଲଏ |
| ସର୍ବାଧିକ ଛାଞ୍ଚର ପରିମାପ | କ୍ଲାମ୍ପିଂ ବଳ | ପଞ୍ଚିଂ କ୍ଷମତା | କଟିଂ କ୍ଷମତା | ସର୍ବାଧିକ ଗଠନ ଉଚ୍ଚତା | ସର୍ବାଧିକ ବାୟୁ ଚାପ | ଶୁଷ୍କ ଚକ୍ର ଗତି | ସର୍ବାଧିକ ପଞ୍ଚିଂ/କଟିଂ ପରିମାପ | ସର୍ବାଧିକ ପଞ୍ଚିଂ/କାଟିବା ଗତି | ଉପଯୁକ୍ତ ସାମଗ୍ରୀ |
| ୧୦୦୦*୧୧୦୦ମିମି | ୫୦ଟି | 7T | 7T | ୧୫୦ ମିମି | 6 ବାର୍ | 35 ଟଙ୍କା/ମିନିଟ୍ | ୧୦୦୦*୩୨୦ | ୧୦୦ ଏସ୍ପିଏମ୍ | ପିପି, ହାଇ ପିଏସ୍, ପିଇଟି, ପିଏସ୍, ପିଏଲ୍ଏ |
ପ୍ରଡକ୍ଟ ଭିଡିଓ
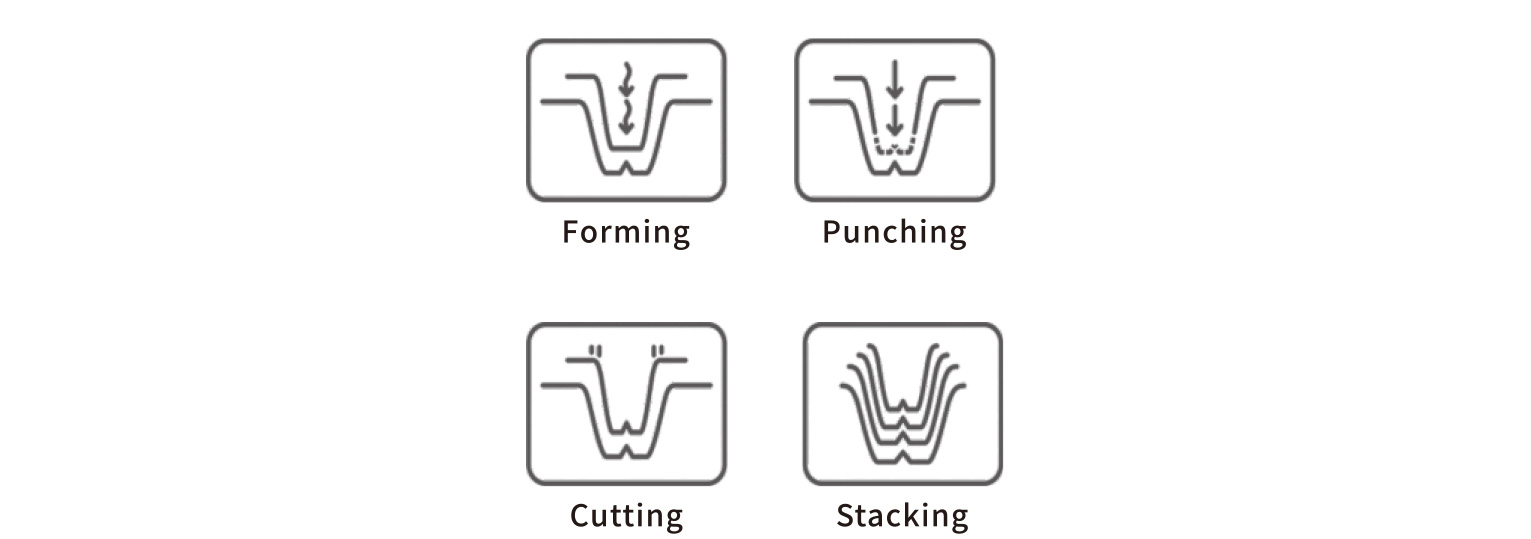
ଫଙ୍କସନ୍ ଡାଏଗ୍ରାମ୍
ମୁଖ୍ୟ ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ
✦ ଦକ୍ଷ ଉତ୍ପାଦନ: ବଡ଼ ଫର୍ମାଟ୍ ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ ଏକ ନିରନ୍ତର ଉତ୍ପାଦନ ଲାଇନର କାର୍ଯ୍ୟ ପଦ୍ଧତି ଗ୍ରହଣ କରେ, ଯାହା ଉତ୍ପାଦର ମୋଲ୍ଡିଂ ପ୍ରକ୍ରିୟାକୁ ନିରନ୍ତର ଏବଂ ଦକ୍ଷତାର ସହିତ ସମାପ୍ତ କରିପାରିବ। ସ୍ୱୟଂଚାଳିତ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ ଏବଂ ଉଚ୍ଚ-ଗତି ଯାନ୍ତ୍ରିକ କାର୍ଯ୍ୟ ମାଧ୍ୟମରେ, ବହୁଳ ଉତ୍ପାଦନର ଆବଶ୍ୟକତା ପୂରଣ କରିବା ପାଇଁ ଉତ୍ପାଦନ ଦକ୍ଷତାକୁ ବହୁ ପରିମାଣରେ ଉନ୍ନତ କରାଯାଇପାରିବ।
✦ ବହୁମୁଖୀ କାର୍ଯ୍ୟ: ଏହି ମେସିନର ଫର୍ମିଂ, ପଞ୍ଚିଂ, ଏଜ୍ ପଞ୍ଚିଂ ଏବଂ ପ୍ୟାଲେଟାଇଜିଂ ଭଳି ଅନେକ କାର୍ଯ୍ୟ ଅଛି।
✦ ସଠିକ୍ ମୋଲ୍ଡିଂ ଏବଂ ଉଚ୍ଚ-ଗୁଣବତ୍ତା ଉତ୍ପାଦ: ବଡ଼-ଫର୍ମ ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ ଉନ୍ନତ ମୋଲ୍ଡିଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଗ୍ରହଣ କରେ, ଯାହା ପ୍ଲାଷ୍ଟିକ୍ ସାମଗ୍ରୀ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ତରଳିଯାଇଛି ଏବଂ ଛାଞ୍ଚରେ ସମାନ ଭାବରେ ବଣ୍ଟନ କରାଯାଇଛି ତାହା ନିଶ୍ଚିତ କରିବା ପାଇଁ ଗରମ ତାପମାତ୍ରା, ଚାପ ଏବଂ ଗରମ ସମୟକୁ ସଠିକ୍ ଭାବରେ ନିୟନ୍ତ୍ରଣ କରିପାରିବ, ଏହା ଦ୍ୱାରା ଉଚ୍ଚ ପୃଷ୍ଠ ଗୁଣବତ୍ତା ଏବଂ ପରିମାଣ ସଠିକତା ସହିତ ଉତ୍ପାଦ ଉତ୍ପାଦନ କରାଯାଏ।
✦ ସ୍ୱୟଂଚାଳିତ କାର୍ଯ୍ୟ ଏବଂ ବୁଦ୍ଧିମାନ ନିୟନ୍ତ୍ରଣ: ଏହି ମେସିନଟି ଏକ ଅତ୍ୟନ୍ତ ସ୍ୱୟଂଚାଳିତ କାର୍ଯ୍ୟ ପ୍ରଣାଳୀ ସହିତ ସଜ୍ଜିତ, ଯାହା ସ୍ୱୟଂଚାଳିତ ଖାଦ୍ୟ, ସ୍ୱୟଂଚାଳିତ ଫର୍ମିଂ, ସ୍ୱୟଂଚାଳିତ ପଞ୍ଚିଂ, ସ୍ୱୟଂଚାଳିତ ଧାର ପଞ୍ଚିଂ ଏବଂ ସ୍ୱୟଂଚାଳିତ ପାଲେଟାଇଜିଂ ଭଳି କାର୍ଯ୍ୟଗୁଡ଼ିକୁ ସାକାର କରିପାରିବ। ଏହି କାର୍ଯ୍ୟ ସରଳ ଏବଂ ସୁବିଧାଜନକ, ମାନୁଆଲ୍ ହସ୍ତକ୍ଷେପକୁ ହ୍ରାସ କରେ, ଉତ୍ପାଦନ ଦକ୍ଷତାକୁ ବହୁ ପରିମାଣରେ ଉନ୍ନତ କରେ ଏବଂ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ହ୍ରାସ କରେ।
✦ ସୁରକ୍ଷା ଏବଂ ପରିବେଶ ସୁରକ୍ଷା: ବଡ଼ ଫର୍ମାଟ୍ ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ ଉଚ୍ଚମାନର ସାମଗ୍ରୀରେ ତିଆରି, ଯାହାର ଭଲ ସ୍ଥାୟୀତ୍ୱ ଏବଂ ସ୍ଥିରତା ରହିଛି। ଏହା ଅପରେଟରମାନଙ୍କ ସୁରକ୍ଷା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ଏକ ସୁରକ୍ଷା ସୁରକ୍ଷା ପ୍ରଣାଳୀ ସହିତ ମଧ୍ୟ ସଜ୍ଜିତ। ସେହି ସମୟରେ, ମେସିନ୍ଟିରେ ଏକ ଶକ୍ତି-ସଞ୍ଚୟକାରୀ ଡିଜାଇନ୍ ଅଛି, ଯାହା ଶକ୍ତି ବ୍ୟବହାରକୁ କମ୍ କରିପାରିବ ଏବଂ ପରିବେଶ ଉପରେ ପ୍ରଭାବକୁ ହ୍ରାସ କରିପାରିବ।
ପ୍ରୟୋଗ କ୍ଷେତ୍ର
ବଡ଼ ଫର୍ମାଟ୍ ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ RM-T1011 ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ କ୍ୟାଟରିଂ ଶିଳ୍ପ, ଖାଦ୍ୟ ପ୍ୟାକେଜିଂ ଶିଳ୍ପ ଏବଂ ଘରୋଇ ସାମଗ୍ରୀ ଶିଳ୍ପରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ। ଏହାର ଉଚ୍ଚ ଦକ୍ଷତା, ବହୁମୁଖୀ ଏବଂ ସଠିକ୍ ବୈଶିଷ୍ଟ୍ୟ ଯୋଗୁଁ, ଏହା ପ୍ଲାଷ୍ଟିକ୍ ଉତ୍ପାଦ ପାଇଁ ବିଭିନ୍ନ ଶିଳ୍ପର ଉତ୍ପାଦନ ଆବଶ୍ୟକତା ପୂରଣ କରିପାରିବ ଏବଂ ଉତ୍ପାଦନ ଦକ୍ଷତା ଏବଂ ଉତ୍ପାଦ ଗୁଣବତ୍ତା ଉନ୍ନତ କରିବା ପାଇଁ ଉଦ୍ୟୋଗଗୁଡ଼ିକୁ ଦୃଢ଼ ସମର୍ଥନ ପ୍ରଦାନ କରିପାରିବ।


ଟ୍ୟୁଟୋରିଆଲ୍
ଉପକରଣ ପ୍ରସ୍ତୁତି:
ଆପଣଙ୍କର ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ ଆରମ୍ଭ କରିବା ପାଇଁ, ଏକ ନିର୍ଭରଯୋଗ୍ୟ ବଡ଼ ଫର୍ମାଟ୍ ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ RM-T1011 କୁ ଏହାର ସୁରକ୍ଷିତ ସଂଯୋଗ ନିଶ୍ଚିତ କରି ଏବଂ ଏହାକୁ ପାୱାର କରି ସୁରକ୍ଷିତ କରନ୍ତୁ। ହିଟିଂ, କୁଲିଂ ଏବଂ ଚାପ ପ୍ରଣାଳୀଗୁଡ଼ିକର ଏକ ବ୍ୟାପକ ଯାଞ୍ଚ ସେମାନଙ୍କର ସାଧାରଣ କାର୍ଯ୍ୟକାରିତା ଯାଞ୍ଚ କରିବା ପାଇଁ ଜରୁରୀ। ଆବଶ୍ୟକୀୟ ଛାଞ୍ଚଗୁଡ଼ିକୁ ଯତ୍ନର ସହିତ ସଂସ୍ଥାପନ କରି ଆପଣଙ୍କର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାକୁ ସୁରକ୍ଷିତ ରଖନ୍ତୁ, ସୁଗମ କାର୍ଯ୍ୟ ପାଇଁ ସେଗୁଡ଼ିକୁ ଦୃଢ଼ ଭାବରେ ସ୍ଥିର କରାଯାଇଛି ବୋଲି ନିଶ୍ଚିତ କରନ୍ତୁ।
କଞ୍ଚାମାଲ ପ୍ରସ୍ତୁତି:
ଥର୍ମୋଫର୍ମିଂରେ ସିଦ୍ଧତା ହାସଲ କରିବା ପାଇଁ କଞ୍ଚାମାଲ ପ୍ରସ୍ତୁତିର ସତର୍କତାର ସହ ଆରମ୍ଭ ହୁଏ। ମୋଲ୍ଡିଂ ପାଇଁ ସର୍ବୋତ୍ତମ ଉପଯୁକ୍ତ ପ୍ଲାଷ୍ଟିକ୍ ସିଟ୍ ସତର୍କତାର ସହ ବାଛନ୍ତୁ, ଏବଂ ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ଏହାର ଆକାର ଏବଂ ଘନତା ନିର୍ଦ୍ଦିଷ୍ଟ ମୋଲ୍ଡ ଆବଶ୍ୟକତା ସହିତ ସମନ୍ୱିତ ହେଉଛି। ଏହି ବିବରଣୀଗୁଡ଼ିକ ପ୍ରତି ଧ୍ୟାନ ଦେଇ, ଆପଣ ନିର୍ଦ୍ଦୋଷ ଶେଷ ଉତ୍ପାଦ ପାଇଁ ପର୍ଯ୍ୟାୟ ସ୍ଥିର କରନ୍ତି।
ଗରମ ସେଟିଂସ୍:
ନିୟନ୍ତ୍ରଣ ପ୍ୟାନେଲ ମାଧ୍ୟମରେ ଗରମ ତାପମାତ୍ରା ଏବଂ ସମୟକୁ ବିଶେଷଜ୍ଞ ଭାବରେ ବିନ୍ୟାସ କରି ଆପଣଙ୍କର ଥର୍ମୋଫର୍ମିଂ ପ୍ରକ୍ରିୟାର ପ୍ରକୃତ ସମ୍ଭାବନାକୁ ଅନଲକ୍ କରନ୍ତୁ। ପ୍ଲାଷ୍ଟିକ୍ ସାମଗ୍ରୀ ଏବଂ ଛାଞ୍ଚ ଆବଶ୍ୟକତା ସହିତ ମେଳ ଖାଉଥିବା ପାଇଁ ଆପଣଙ୍କର ସେଟିଂସ୍ ସଜାନ୍ତୁ, ସର୍ବୋତ୍ତମ ଫଳାଫଳ ହାସଲ କରନ୍ତୁ।
ଗଠନ - ଗାତ ପଞ୍ଚିଂ - ଧାର ପଞ୍ଚିଂ - ଷ୍ଟାକିଂ ଏବଂ ପାଲେଟାଇଜିଂ:
ପ୍ରିହିଟ୍ ହୋଇଥିବା ପ୍ଲାଷ୍ଟିକ୍ ସିଟ୍କୁ ଛାଞ୍ଚ ପୃଷ୍ଠରେ ଧୀରେ ରଖନ୍ତୁ, ଏହା ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ଏହା ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ସଂଲଗ୍ନ ଅଛି ଏବଂ ଗଠନ ପ୍ରକ୍ରିୟାକୁ କ୍ଷତି ପହଞ୍ଚାଇପାରୁଥିବା କୌଣସି କୁଞ୍ଚନ କିମ୍ବା ବିକୃତିରୁ ମୁକ୍ତ ଅଛି।
ପ୍ଲାଷ୍ଟିକ୍ ସିଟ୍କୁ ସଠିକ୍ ଭାବରେ ଇଚ୍ଛାକୃତ ଆକାର ଦେବା ପାଇଁ ନିର୍ଦ୍ଦିଷ୍ଟ ସମୟ ସୀମା ମଧ୍ୟରେ ସତର୍କତାର ସହ ଚାପ ଏବଂ ତାପ ପ୍ରୟୋଗ କରି ଛାଞ୍ଚୀକରଣ ପ୍ରକ୍ରିୟା ଆରମ୍ଭ କରନ୍ତୁ।
ଗଠନ ସମ୍ପୂର୍ଣ୍ଣ ହେବା ପରେ, ନୂତନ ଆକୃତିର ପ୍ଲାଷ୍ଟିକ୍ ଉତ୍ପାଦକୁ ଛାଞ୍ଚ ମଧ୍ୟରେ ଘନୀଭୂତ ଏବଂ ଥଣ୍ଡା ହେବା ପାଇଁ ଛାଡି ଦିଆଯାଏ, ଏବଂ ସୁବିଧାଜନକ ପାଲେଟାଇଜିଂ ପାଇଁ ଗାତ ପଞ୍ଚିଂ, ଧାର ପଞ୍ଚିଂ ଏବଂ କ୍ରମିକ ଷ୍ଟାକିଂକୁ ଯିବା ପୂର୍ବରୁ।
ସମାପ୍ତ ଉତ୍ପାଦକୁ ବାହାର କରନ୍ତୁ:
ପ୍ରତ୍ୟେକ ପ୍ରସ୍ତୁତ ଉତ୍ପାଦକୁ ସତର୍କତାର ସହିତ ଯାଞ୍ଚ କରନ୍ତୁ ଯେ ଏହା ଆବଶ୍ୟକ ଆକାର ସହିତ ମେଳ ଖାଉଛି ଏବଂ ପ୍ରତିଷ୍ଠିତ ଗୁଣବତ୍ତା ମାନଦଣ୍ଡ ପାଳନ କରୁଛି, ଆବଶ୍ୟକ ଅନୁସାରେ ଆବଶ୍ୟକୀୟ ସଂଶୋଧନ କରନ୍ତୁ।
ସଫା ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ:
ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ସମାପ୍ତ ହେବା ପରେ, ଶକ୍ତି ସଂରକ୍ଷଣ ଏବଂ ସୁରକ୍ଷା ବଜାୟ ରଖିବା ପାଇଁ ଥର୍ମୋଫର୍ମିଂ ମେସିନକୁ ବନ୍ଦ କରନ୍ତୁ ଏବଂ ଏହାକୁ ପାୱାର ଉତ୍ସରୁ ବିଚ୍ଛିନ୍ନ କରନ୍ତୁ।
ଛାଞ୍ଚ ଏବଂ ଉପକରଣଗୁଡ଼ିକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ସଫା କରନ୍ତୁ ଯାହା ଦ୍ଵାରା ଅବଶିଷ୍ଟ ପ୍ଲାଷ୍ଟିକ୍ କିମ୍ବା ଅଳିଆ ଦୂର ହୋଇଯିବ, ଛାଞ୍ଚଗୁଡ଼ିକର ସ୍ଥାୟୀତ୍ୱ ରକ୍ଷା ହେବ ଏବଂ ଭବିଷ୍ୟତର ଉତ୍ପାଦଗୁଡ଼ିକରେ ସମ୍ଭାବ୍ୟ ତ୍ରୁଟିକୁ ପ୍ରତିରୋଧ କରାଯିବ।
ବିଭିନ୍ନ ଉପକରଣ ଉପାଦାନଗୁଡ଼ିକର ଯାଞ୍ଚ ଏବଂ ସେବା ପାଇଁ ଏକ ନିୟମିତ ରକ୍ଷଣାବେକ୍ଷଣ କାର୍ଯ୍ୟସୂଚୀ କାର୍ଯ୍ୟକାରୀ କରନ୍ତୁ, ଯାହା ଦ୍ଵାରା ଥର୍ମୋଫର୍ମିଂ ମେସିନ୍ ସର୍ବୋତ୍ତମ କାର୍ଯ୍ୟକ୍ଷମ ଅବସ୍ଥାରେ ରହିବ, ନିରନ୍ତର ଉତ୍ପାଦନ ପାଇଁ ଦକ୍ଷତା ଏବଂ ସ୍ଥାୟୀତ୍ୱକୁ ପ୍ରୋତ୍ସାହିତ କରିବ।










